
- Welding Wire EL8
- Welding Wire EM12K
- Welding Wire EM13K
- Welding Wire EH14
- Welding wire EA2
- Welding Wire EA4
- Welding Wire H08Mn2SiA
- welding flux SJ101
- welding flux SJ101G
- welding flux SJ101Q
- welding flux SJ102
- welding flux SJ105
- welding flux SJ201
- welding flux SJ301
- welding flux SJ301A
- welding flux SJ303
- welding flux SJ401
- welding flux SJ501
- welding flux SJ601
- welding flux SJ601B
- welding flux SJ602
- welding flux SJ604
- welding flux SJ605
- welding flux SJ606
- welding flux SJ609
- welding flux SJ609S
- welding flux HJ107
- welding flux HJ131
- welding flux HJ230
- welding flux HJ250G
- welding flux HJ257
- welding flux HJ257Z
- welding flux HJ260
- welding flux HJ330
- welding flux HJ350
- welding flux HJ431
- welding flux MD-DZH F600
Add: Zhongling Village, Dayugou Town, Gongyi City, Henan Province, China.
Contact: Mr. Charlie
Tel: +86-371-69596866
Fax: +86-371-64054446
Mobile/Whatsapp/Wechat: +86 18530036598
Skype: charlie.hill700
Postcode: 451271
Email: charlie.ylflux@gmail.com
Stainless steel welding methods
There are many ways for stainless steel welding like gas shielded arc welding, tungsten inert gas welding, shielded metal arc welding, submerged arc welding, etc. For small scale welding, you can choose GSAW, SMAW. For high quality welding, you can choose TIG. For large working piece, you can choose SAW.
Stainless steel welding flux
Now, there are two types of submerged arc welding flux for stainless steel, fused flux HJ260 and agglomerated flux SJ601. As fused flux is made through a fusion process in electric furnace, addition of deoxidant and alloy agent to flux is impossible. It is hard to adjust ferrite content in weld metal via fluxes. And due to its deep weld pool, slags are easy to get trapped. So, fused flux for stainless steel welding is not the best choice.
Agglomerated flux is made through adding binder into powder ingredients, mixing and sintering processes. It is possible to adjust ferrite content in weld metal through addition of deoxidant and alloy agent into fluxes. This could make weld metal in dual phase, effectively eliminate direction of single phase, micronize the structure and reduce hot cracking.
Agglomerated flux SJ601 could transfer elements like Cr, Ti, Nb which help to prevent intergranular corrosion. Cr transfer could alleviate depletion of chromium. Ti and Nb could combine with Carbon before Cr combines with Carbon. This could also avoid depletion of Cr.
SJ601 is basic flux. Due to weak oxidizing, alloying elements burning off is relatively small. It also reduces detrimental impurities, thus improves mechanical properties of weld metal. Agglomerated flux SJ601 is an optimal flux for submerged arc welding of austenitic stainless steel.
Agglomerated flux requires a drying process at 350℃ for two hours.
SAW wires
Weld metal should have equivalent strength and composition to base metal. Considering intergranular corrosion resistance, weld metal plasticity, alloying elements burning off, ultra-low carbon austenitic wire H00Cr19Ni12Mo2 is recommended. For saw wires, if WCr=15-25%, WNi≥5-6%, weld metal would be totally high toughness austenitic structure. Cr content of wire is higher than that of base metal, it could compensate Cr depletion during welding. Based on weld metal thickness and Ampere, we use wire of 4mm.
Welding process
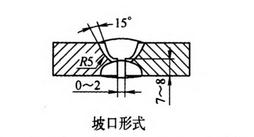
(1)Groove
Groove should be designed like this. Groove and area within 50mm should be cleaned and covered with chalk powder to avoid splatters.
(2)welding parameters
For DCEP, ampere is 550-570A, arc voltage is 36-38V, welding speed is 46-48cm/min. For DCEN,
Results
SJ601 is submerged arc welding flux for stainless steel welding. The slag is made of CaF2-Al2O3-CaO-SiO2. Basicity is 1.7-2.3. It features with excellent welding performance, stable arc, easy slag removal, uniform weld metal, excellent metallurgical performance, less alloying elements burning off, less impurities, good mechanical properties and intergranular corrosion resistance.
Yulin Welding Material company supply submerged arc welding flux for stainless steel, heat resistant stainless steel, ultra-low carbon stainless steel.
