
- Welding Wire EL8
- Welding Wire EM12K
- Welding Wire EM13K
- Welding Wire EH14
- Welding wire EA2
- Welding Wire EA4
- Welding Wire H08Mn2SiA
- welding flux SJ101
- welding flux SJ101G
- welding flux SJ101Q
- welding flux SJ102
- welding flux SJ105
- welding flux SJ201
- welding flux SJ301
- welding flux SJ301A
- welding flux SJ303
- welding flux SJ401
- welding flux SJ501
- welding flux SJ601
- welding flux SJ601B
- welding flux SJ602
- welding flux SJ604
- welding flux SJ605
- welding flux SJ606
- welding flux SJ609
- welding flux SJ609S
- welding flux HJ107
- welding flux HJ131
- welding flux HJ230
- welding flux HJ250G
- welding flux HJ257
- welding flux HJ257Z
- welding flux HJ260
- welding flux HJ330
- welding flux HJ350
- welding flux HJ431
- welding flux MD-DZH F600
Add: Zhongling Village, Dayugou Town, Gongyi City, Henan Province, China.
Contact: Mr. Charlie
Tel: +86-371-69596866
Fax: +86-371-64054446
Mobile/Whatsapp/Wechat: +86 18530036598
Skype: charlie.hill700
Postcode: 451271
Email: charlie.ylflux@gmail.com
Submerged arc welding flux types
Up to now submerged arc welding flux types (made in China) are more than 50. There are many ways to clasiffy welding fluxes. They can be classified by applications, manufacturing process, chemical composition, metallurgy properties, basicity, granule structure, etc. One of the ways is to know one aspect of the many features. To know SAW flux types can understand welding flux comprehensively. Thus, you can choose and use properly.
1. Classification by manufacturing process
There are two flux types: fused flux and unfused flux (bonded flux and agglomerated flux).
(1) Fused flux
Various mineral materials are mixed together in proportion as formula indicates, then heated and melted in electric furnace at 1300℃. Fused materials are queened in water, granulized and sieved to get fused flux finally. Raw materials include manganese ore fines, silica, magnesite, fluorite, quick lime, ilmenite in addition with cryolite and borax. All raw materials should go through a drying process at 150-200℃ to remove excessive moisture content. Due to fusing process at high temperature, carbonate, deoxidant and alloying agent addition is impossible. It is diffucult to make highly basic fluxes. Moreover, it is impossible to keep raw material proportion after fusing process. Final products are compounds.
Fused fluxes are classified into glass-like flux, crystal flux, pumiceous flux by granule structure. Apparent density of glass-like flux and crystal flux is 1.1-1.8g/cm3, while apparent density of pumiceous flux is 0.7-1.0g/cm3.
(2) Unfused flux
Unfused flux is made by these process: various materials in powder form are mixed together with binder. They are then made into particles with certain granular size. Final process is drying or sintering.
Raw materials to produce unfused flux is similar with materials to produce electrode coating. The difference is unfused materials have strict requirement for composition and granular size. Powders are mixed in proportion with addition of binder to get wet materials. Wet materials are made into granules, usually 0.5-2mm. Wet granules are then sent into rotary dryer for solidification and drying purpose at 150-200℃. Finally, they are fed into rotary kiln for sintering process. According to sintering temperature, unfused fluxes are classified into two categories:
1) Bonded flux (or ceramic flux). Usually, water glass is used as binder. Sintering temperature is 350-500℃. Due to low sintering temperature, bonded flux is more hygroscopic and low in particle strength. This product supply now in China is small.
2) Agglomerated flux. Sintering temperature is 700-1000℃. Particles after sintering are ground into granules of certain size. Sintering process improves granule strength and lowers hygroscopicity greatly.
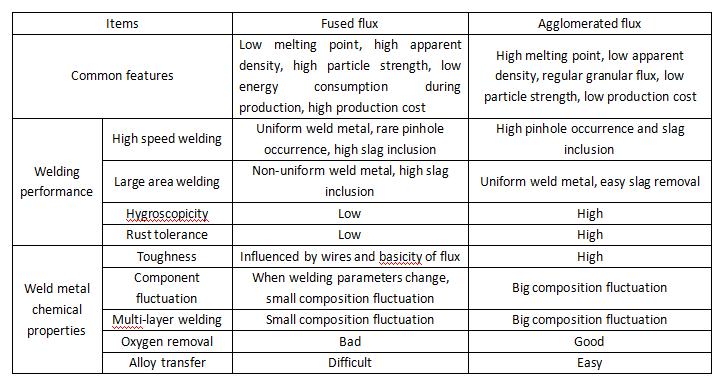
Compared with fused flux, agglomerated flux has higher melting point and lower apparent density. So, agglomerated flux is suitable for high energy input cladding. Agglomerated flux can adjust basicity in large scope and still keep good welding performance. Alloy transfer to weld metal is available. Due to wide application range and simple manufacturing process, agglomerated flux is developing rapidly in recent years.
Below is a comparision of different submerged arc welding flux types.
According to different requirement, fused flux and agglomerated flux could be used in combination. They are called mixed flux.
Bigger particle size would result in this: lower apparent density, higher air permeability, higher Nitrogen content in weld metal, worse protection performance. But, it isn't right the higher apparent density, the better. When some gases are escaping from weld pool, higher apparent density would result in bad air permeability that hinders gas escape. This would bring defects like pinholes and ups-downs on weld metal. So, it is important to keep a good air permeability. Nitrogen content in weld metal should be 0.002%-1.007% for submerged arc welding.
2. Classification by chemical composition or slags
(1) Classification by chemical composition
1) By SiO2 content. High silicon flux (SiO2>30%), middle silicon flux (SiO2=10%-30%), low silicon flux (SiO2<10%), no silicon flux.
2) By MnO content. High manganese flux (MnO>30%), middle manganese flux (MnO=15%-30%), low manganese flux (MnO=2%-15%), no manganese flux.
3) By CaF2 content. High fluoride flux (CaF2>30%), middle fluoride flux (CaF2=10-30%), low fluoride flux (CaF2<10%).
4) By MnO, SiO2, CaF2 content. Submerged arc welding flux HJ431 is high manganese, high silicon, low fluoride flux, HJ350 is middle manganese, middle silicon, middle fluoride flux, HJ250 is low manganese, middle silicon, middle fluoride flux. High manganese, high silicon, low fluoride flux is in the category of acidic flux, which is excellent in welding performance, adapted for DC/AC power, and applicable for low carbon steel and low alloy steel. Middle manganese, middle silicon, middle fluoride flux is in the category of neutral flux, which is both acceptable in welding performance and mechanical properties. Neutral flux is applicable for low alloy steel structure. No manganese, low silicon, high fluoride flux is in the category of basic flux, which is not so good in welding performance and DC only. Basic flux has low oxidizing, high toughness and is applicable for high alloy steel like stainless steel.
5) By major ingredients and features. This classification is intuitive and easy to tell the major ingredient and features of welding fluxes. In China, we use this way.
Below is a list of SAW flux types. It is recommended by the IIW.
| Code | Flux types | Major ingredients | Features |
| MS | Manganese-silicate | MnO+SiO2 ≥ 50% | silicon and manganese transfer is possible together with wires of low manganese content |
| CS | Calcium-silicate | CaO+MgO+SiO2≥60% | flux contains high content of silicon, even use with wires of low silicon content, it is easy to get weld metal of high silicon. suitable for high energy input welding. |
| AR | Aluminate-rutile | Al2O3+TiO2≥45% | suitable for multi-wire welding and high temperature welding |
| FB | Fluoride-basic |
CaO+MgO+MnO+CaF2≥50% SiO2≤20%, CaF2≤15 |
low SiO2 content, low silicon transfer, high impact toughness |
| AB | Alumina-basic | Al2O3+CaO+MgO≥45%, Al2O3≈20% | between AR and FB |
| ST | Special | not specified |
(2) Classification by slags
1) Silicate type. For example, manganese oxide-silicon dioxide type (MnO+SiO2>50%), zirconium oxide-silicon dioxide type (ZrO2+SiO2>35%).
2) Aluminate type. For example, Alumina-titanium dioxide type (Al2O3+TiO2>45%), basic alumina type (Al2O3+MgO>45%, Al2O3>20).
3) Basic fluoride type. For example, calcium fluoride type (CaO+MgO+CaF2>50%, SiO2<20%, CaF2>15%).
(3) Classification by chemical properties
Welding flux can be categorized into three groups:
1) Oxidizing flux. This flux is oxidable to weld metal. There are two types: one type contains high content of SiO2, MnO, one type contains high content of FeO.
2) Weak oxidizing flux. This flux type has low content of active oxidant like SiO2, MnO, FeO. It is slightly oxidazing to weld metal.
3) Neutral flux. This type contains merely oxidant like SiO2, MnO, FeO. Almost no oxidizing to weld metal. Main components are Al2O3, CaO, MgO, FeO, etc.
(4) Classification by basicity index
Basicity is one of the most important metallurgical features of slags. It impacts greatly on metallurgy reactions at slag-metal phase boundary, welding performance and mechanical properties. There are many formulas to calculate basicity. The most popular is the one recommended by IIW.

In this formula, various ingredients are calculated by mass fraction. Flux types are categorized into three groups:
1) Acidic flux (Basicity<1.0). This flux has excellent welding performance. Uniform weld metal. Alloy transfer to weld metal is possible. However, oxygen content in weld metal is high, impact toughness is low at low temperature.
2) Neutral flux (Basicity=1.0-1.5). Chemical composition of deposited metal shares similar content with wires. Oxygen content in weld metal is relatively low.
3) Basic flux (Basicity>1.5). This flux shows advantages of low oxygen content in weld metal, high impact toughness, good cracking resistant. However, welding performance is not so good as acidic flux. Basicity of flux higher than 2.0 is called high basicity flux, which could remove sulphur and reduce silicon content. This flux shows advantages of very low oxygen content in weld metal, high toughness at low temperature. As basicity rises, weld pass becomes narrow and high, and defects like undercuts and slag inclusion are easy to occur.
Below is basicity index of fluxes made in China.
| Flux types | 130 | 131 | 150 | 172 | 230 | 250 | 251 | 260 | 330 | 350 | 360 | 460 | 431 | 433 |
| Basicity | 0.78 | 1.46 | 1.30 | 2.68 | 0.80 | 1.75 | 1.68 | 1.11 | 0.81 | 1.0 | 0.94 | 0.78 | 0.79 | 0.67 |
(5) Classification by applications
1) Classification by applications. Fluxes for submerged arc welding, cladding, electroslag welding.
2) Classification by base metal. Fluxes for low carbon steel, low alloy steel, stainless steel, Nickel and nickel alloy, Titanium and Titanium alloy, etc.
3) Classification by welding performance features.
A. Fluxes for single pass welding and multi-pass weldling. Only applicable for single sided single pass welding, double sided single pass welding.
B. Fluxes for high speed welding, higher than 60m/h.
C. Fluxes for ultra-low hydrogen. Diffusible hydrogen in weld metal is less than 2mL/100g. It helps to reduce delayed cracking.
D. Rust tolerant fluxes. Not sensitive to rust, good pinholes resistance.
E. Fluxes for high toughness. Toughness of weld metal is high. Applicable for pressure vessels working at low temperature.
F. one sided welding, double sided formation. applicable for ship building.